





 扫一扫
扫一扫


衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。



纵横机械制造有限公司本着“诚实做人,踏实经营”的企业经营宗旨,坚持“以人为本,顾客至上”的企业经营理念,提倡“诚信、团结、敬业、奋斗”的企业精神文化,努力不懈地为广大群众提供优质的 黔南不锈钢衬塑管、产品与真诚、专业的服务,深受广大消费者的青睐。


洛阳纵横机械制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。
企业致力于环保节能新型产品的开发、研究与应用,专业生产电厂防腐管道,矿山耐磨管道,引水管道 耐腐蚀管道等。产品分为衬胶系列、衬塑系列,3PE系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
管道衬胶厂区坐落于飞机场工业园区,占地50多亩,厂房面积8000多平方米,固定员工百余人,高薪技术员30人,衬胶产品已覆盖国内三十多个省市,管道衬胶远销十多个 和地区,多年来受到国内外客户的一致好评和赖。
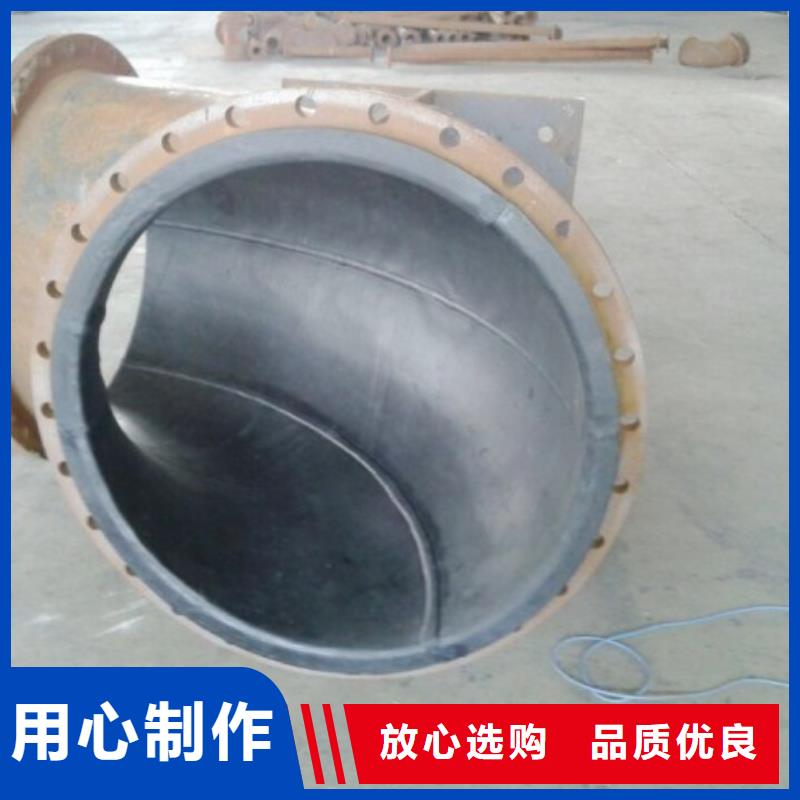
衬胶,管道衬胶产品介绍:
管道衬胶是一种,外部以钢或者硬质结构为管道骨架,以耐磨、防腐、耐温等性能优异的橡胶做为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备。
衬胶,管道衬胶的特点:
管道衬胶产品具有高耐磨、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,能明显减小输送介质对管壁的冲击磨损。
衬胶,管道衬胶哪家做的质量好体现在生产流程上的体现:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,橡胶衬里首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
衬胶管道生产工艺是常繁琐的,并且全部工序都是手工制作,这就影响了衬胶管道的生产效率,但质量得到保证。 有的客户问过产品价格和制作周期后说我们企业工作效率不行,不可等,但我们厂家不会因为您的一个单子而违规生产,所以请广大客户见谅。当您了解了制作工艺,您可能就明白很多。
衬胶,管道衬胶哪家做的质量好体现在技术检测上的体现:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
衬胶,管道衬胶哪家做的质量好洛阳纵横制造为您呈现
洛阳纵横制造有限公司生产的衬胶,衬胶设备、管道衬胶,设备衬胶,,衬塑管道,衬胶防腐管道,钢衬四氟聚乙烯管道及弯头,衬胶三通,衬胶四通,衬胶异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬胶,管道衬胶产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。



衬胶管道的粘接硫化方式
衬胶管道粘接方式主要有两种热硫化粘接方式和冷硫化粘接方式,热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制一方面通过外部条件使得橡胶达到硫化的目的另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的;冷硫化粘接方式是通过特殊的硫化粘接剂与橡胶板直接粘接,即粘即用(冷粘技术)。
衬胶管道的检验方法
1、 衬胶管表面检查
2、 衬胶管电火花检测
3、 衬胶管厚度检测
4、 衬胶管硬度检测
衬胶管道持特性:
1.结构优良:管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的专业硫化设备复合硫化成型,克服了钢管耐压不耐磨, 塑料、橡胶耐磨 不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2. 耐磨性能好, 寿命长:磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3.强度高, 抗冲击性高:橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好,不产生蠕变,抗冲击,抗震, 抗水锤性能 强,便于运输,安装和维护。
4. 防腐性能卓越:我公司采用的内衬橡胶化学性能非常稳定,能耐绝大多数腐蚀性介质和有机溶剂的侵蚀,比聚乙烯、聚丙烯、尼龙、ABS等塑料更耐腐蚀。除强氧化性酸液外 ,在一定温度和浓度范围内能耐各种腐蚀性介质(酸、碱、盐)及有机介质(萘溶剂除外),在20℃和80℃的80种有机溶剂中浸滞30天,外表无任何反常现象,其它物理性能也几乎没有变化。
5.温度适应范围广:脱硫衬胶管道可以在-40°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
6.节能:润滑性好,运行阻力损失小,节省运行费用。脱硫衬胶管道内壁光滑如镜, 粗糙度只有Ra0.02668,内衬橡胶其自润滑性和不粘着性能好,运行阻力比普通钢管小 20%左右,可节省大量输送电力。
7.使用寿命长:抗老化性能优越,在正常使用压力温度下一般使用寿命达到15年以上(理论值)。管道使用6-8年后近90°转动一次,使用寿命会更长,衬胶管道可反复衬胶使用4 次,降低成本,制作周期短,可确保工期。
8.防垢, 缓结垢性能好:内衬橡胶的表面粗糙度小, 粗糙度仅0.0267,相对粗糙 度为3.311×10-4,清水阻力系数为0.0165,比普通钢管约小17,且橡胶对常规的酸、碱等介质有适应性,不会造成腐蚀和结垢。
9.不开裂, 连接可靠:钢橡两种材料的结构是复合而成的,克服了塑料管的快速应力开裂现象,所以不会发生塑料管难以克服的快速应力。
10.连接方式快捷:安装方便,装卸, 运输, 搬运, 安装和使用很方便,现场连接快捷,简便,不需焊接。采用法兰, 柔性接头和伸缩接头连接,不会发生塑料管道翻边断裂, 锁头脱落等现象,连接密封可靠。
技术支持:k797.com